GMP Production Workshop
Our purification workshop is fully enclosed with constant temperature & humidity, featuring:

Clean Production Environment

GMP Certified Workshop
🌡️ Climate Control
Central HVAC system for optimal production conditions
🔬 Quality Testing
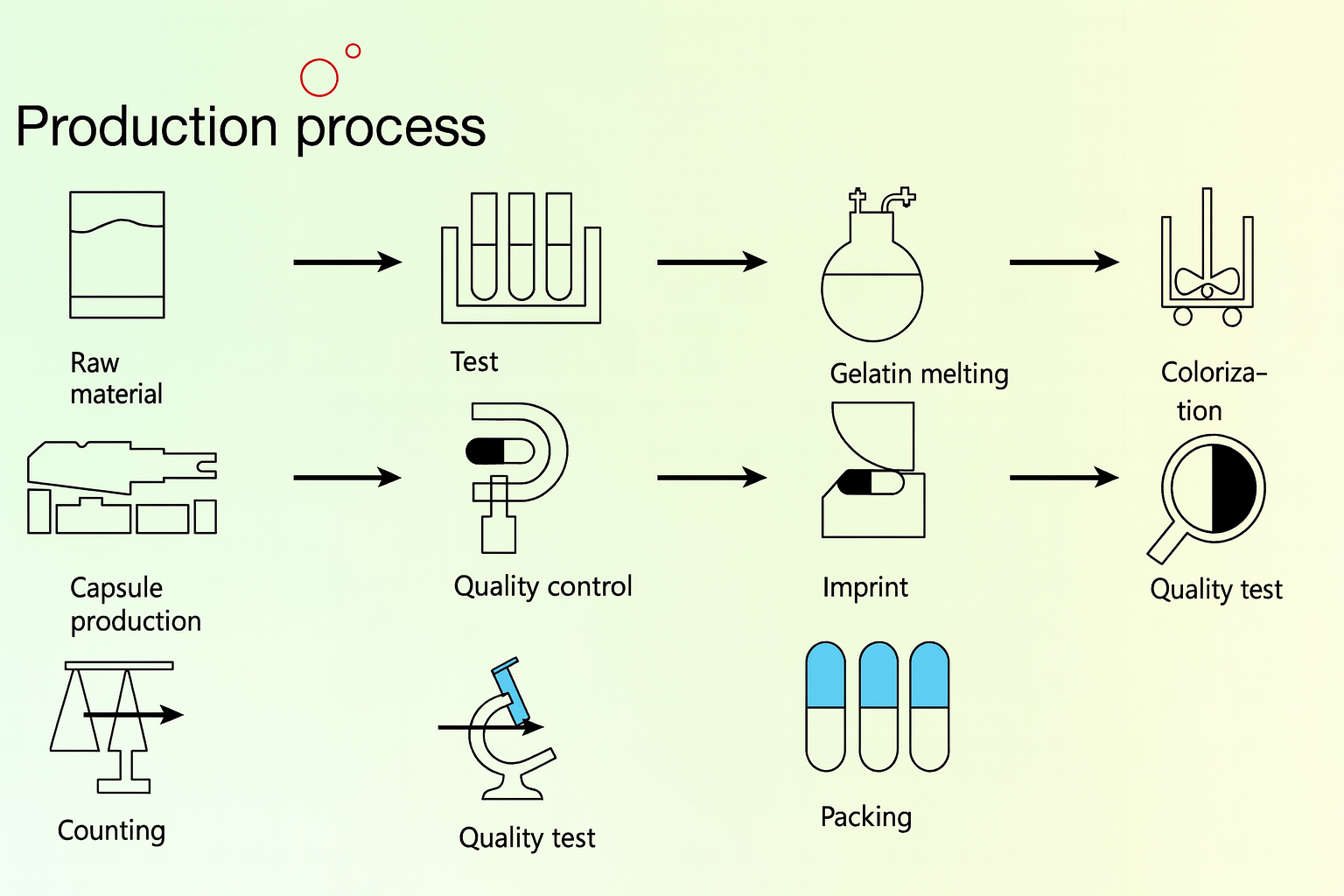
High-tech detection for each production step
🎨 Printing Options
Monochrome, two-color, axial, ring, and directional printing
📋 Full Documentation
Comprehensive batch records and QA monitoring